7*24小時服務熱線:
7*24小時服務熱線:


更新時間:2021-08-29 16:20:58
點擊:2555
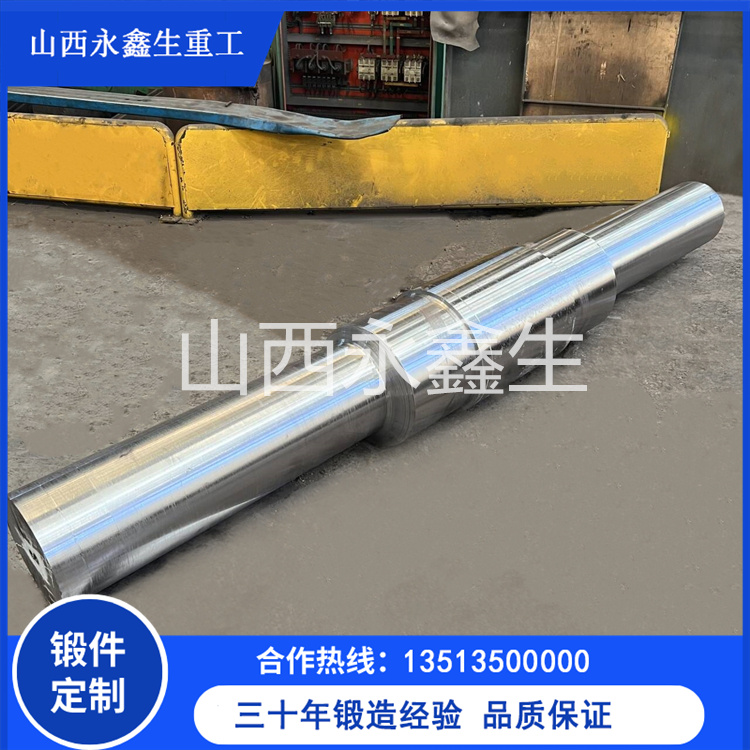
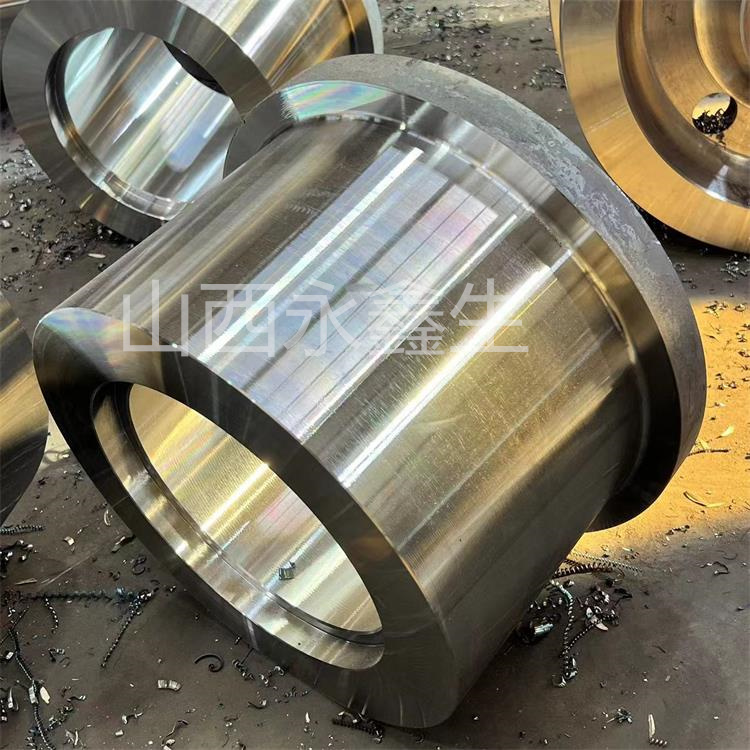
近期,我公司生產的某船廠用20Mn材質大型彎舵桿鍛件,長約11m,重約55t,需采用鍛造方式生產。該鍛件形狀較為復雜,且因尺寸落差較大,技術要求較高,實際生產中很難一次熱處理滿足要求。因此,實際生產中我們通過數據統計分析,制訂了熱處理生產方案,最終達到一次熱處理滿足各項性能指標及超聲波檢測要求。
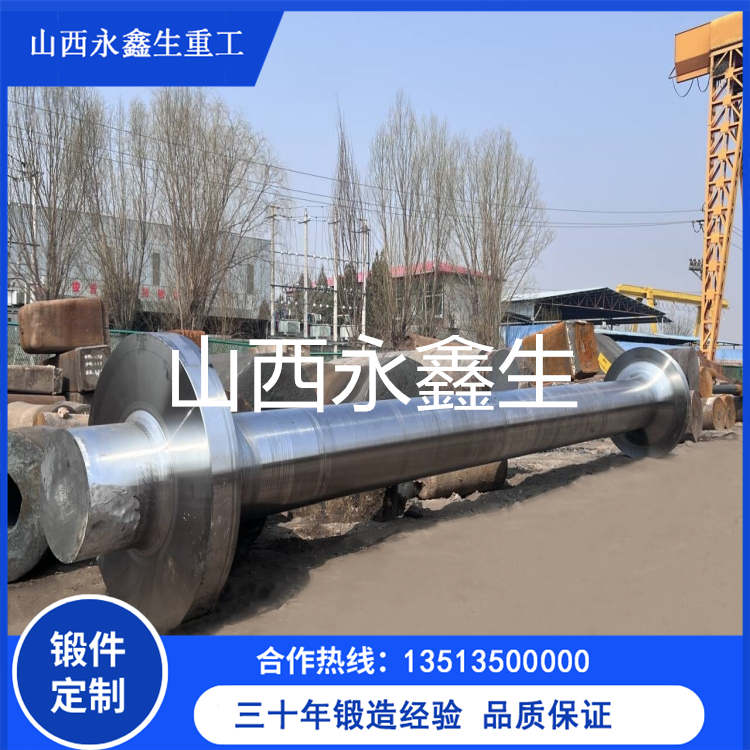
為鍛件在不同的入水方式下,不同加熱溫度淬火后方向上的變形特點。可以看出,水平入水方式與垂直人水方式下,鍛件在方向上的變形量有所異同,水平人水方式下的變形兩端對稱,垂直人水方式下的變形,接近人水端的變形量。經過兩種入水方式的對比,擬采用的垂直人水方式的模擬結果顯示出的總的變形規律較水平人水方式的變形相對較小,垂直方式的變形主要集中在先入水端,最后人水的端面基本無變形,這就使熱處理后的校正工序相對簡化,即以最后入水端為基準,將前軸放于檢測夾具上測出前軸的變形量后用壓力機校正前軸。而以水平方式入水的模擬結果,兩端的變形方向相反,校正起來相對復雜。為達到較高的產品合格率,以及為校正工序減少較為冗繁的工作,擬采用前軸出爐后垂直懸掛式入水的方式進行淬火。
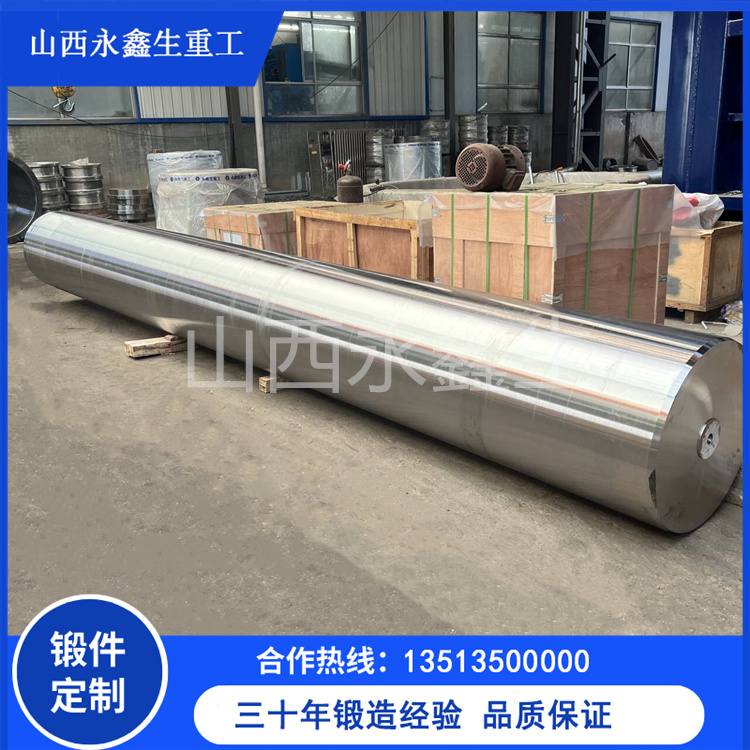
SYSWELD軟件模擬后,可以預測鍛件在熱處理過程中的變形特點、相組成、應力應變等特征。經過若干組工藝參數下的模擬結果對比分析,選出對產品性能最有利,對檢測工件變形最簡便,對后續校正工序操作最簡單的一組工藝參數作為指導實際生產的參考,從而實現工藝優化。對于前軸產品而言,由于其形狀特點,為了控制其在水平方向的翹曲及扭轉的嚴重性,選擇垂直懸掛式淬火方式可使其水平方向的受力有所減小,而軸向上的受力較水平方向受力簡單,容易控制.

聯系: 楊經理
郵箱: 13283506666@qq.com
手機: 13513500000
傳真: 0350-6080556
電話: 13513500000
地址: 山西省忻州市定襄師家灣工業園1號

微信二維碼